How does it work?
ISVT’s Manual (Standard) System is a robust, but ingeniously built test system, comprising of a universal test bracket and intelligent hardware and software. The light weight ‘airplane’ Aluminium test bracket is easily adapted to the valve size and is quickly positioned and connected to the valve. After ISVT has entered or selected the valve and process circumstances, the program automatically selects and recommends the correct and most accurate configuration of the bracket and sensors.
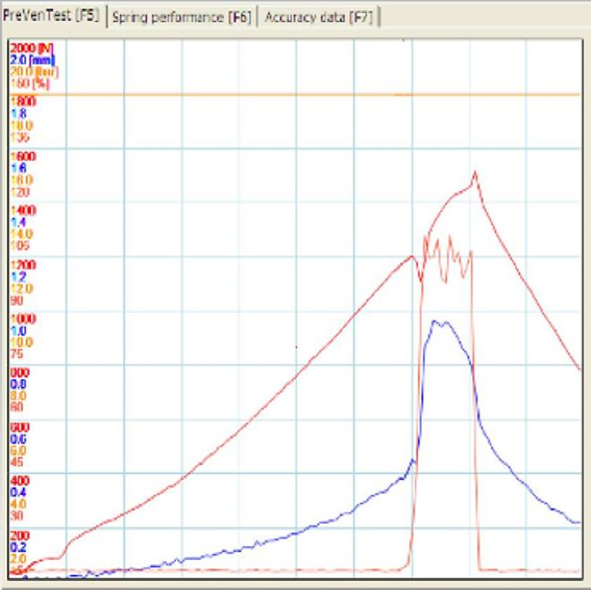
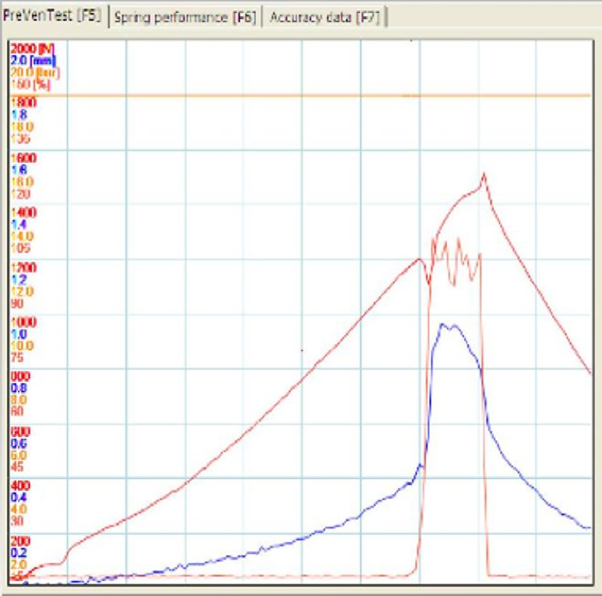
After positioning the bracket on the gas, liquid or steam safety valve, the test bracket is safely controlled from a distance. ISVT’s control the hand pump used to generate a proportional force to raise the spindle to the ‘cracking’ point (lift from the nozzle). The moment that the disc commences to lift, the force is quickly released and the disc reseats again. During the test a combination of accurate, calibrated sensors measure the force, lift, acoustics and (if Possible) the process pressure. The program directly shows the found test data in a clear combination of graphics and values. The information enables ISVT to accurately identify the settings of the tested safety valve.
Data Registration
From the information recorded during testing the following information can be obtained;
- Valve set pressure
- Spring adjustment
- Displacement of the valve
- Re-seat pressure*
- The effect of the nozzle ring*
- The effect of the guide ring*
*indication only